Bosses in plastic design parts is a common design element in injection molding. It is offering a low-cost solution to align and strengthen parts. They also serve as connection points that hold different parts of a product together. Despite their seemingly simple appearance, injection molding boss design in plastic parts requires careful consideration to meet both functional and cosmetic requirements. Proper boss design in plastic parts is crucial for ensuring the overall performance and aesthetic quality of the final product.
What is a Bosses in Plastic Design Parts?

- Bosses in Plastic Design

A boss design in plastic parts is a cylindrical protrusion typically used for mounting, fastening, alignment, or reinforcement purposes. Typically, a boss with a hole in the center to install a screw, an insert, or a threaded fastener.
Boss Design in Plastic Parts Applications and Purposes
Bosses Applications for Different Purposes:
Mounting Points: Bosses act as mounting locations where parts are attached to other components, ensuring proper positioning and secure attachment.
Assembly Features: They facilitate the alignment and connection of multiple parts, ensuring that parts fit together accurately during assembly and making assembly processes more efficient and reliable.
Fastening Locations: Plastic screw boss design provides reinforced areas or secure points for inserting screws or other fasteners, ensuring that the fasteners hold firmly without causing damage to the plastic part.
Electrical Component Mounting: In electronics, bosses are often used to hold circuit boards or other components in place within a plastic enclosure. Adding structural support to thin or weak sections of the part.
Hinge Support: In products with moving parts, bosses can serve as pivot points or hinge supports, allowing for smooth and durable movement.
What is a Boss Thickness in Plastic Parts?
Boss thickness refers to the wall thickness of a boss feature in plastic parts, which is critical for ensuring structural integrity and minimizing defects during the injection molding process.
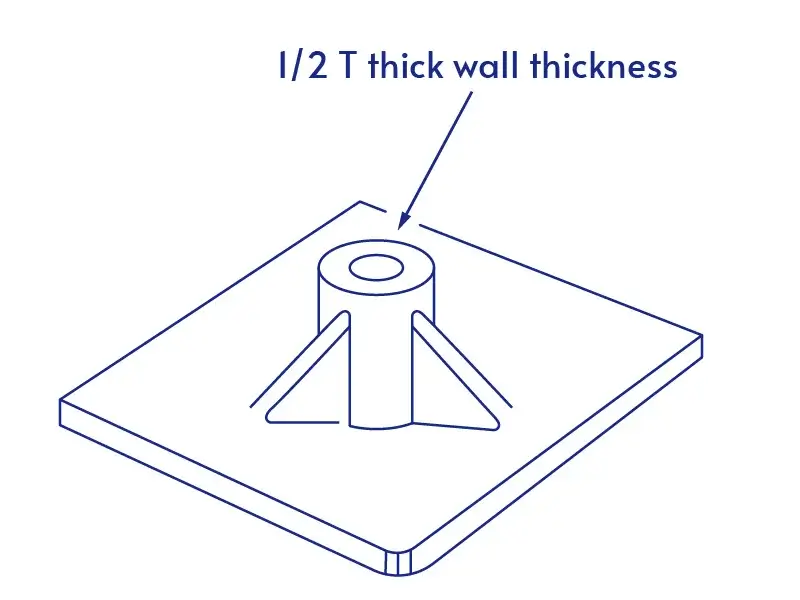
Recommended General Thickness Range: The wall thickness of a boss injection molding should ideally be between 40% to 60% of the nominal wall thickness of the part. This range helps to minimize issues such as sink marks and voids that can occur when bosses are too thick.
Maximum Thickness: It is generally advised that the injection moulding boss wall thickness should not exceed 75% of the main wall thickness. Exceeding this can lead to increased cycle times and potential defects during cooling.
Base Radius: The radius at the base of the boss injection molding should be at least 25% of the main wall thickness or a minimum of 0.4 mm to promote better mold flow and reduce stress concentrations.
Design Guideline for Molded Plastic Parts


- Boss Design Guideline
Here are 10 essential boss design guidelines to follow in plastic parts design, to ensure optimal functionality and manufacturability:

- Minimum Radius at Base of Boss
Minimum Radius at Base of Boss: The intersection of the base of the boss with the nominal wall is typically stressed and stress concentration increases if no radii are provided. Ensure a minimum radius at the base of the boss to reduce stress concentrations. A recommended radius is between 0.25 to 0.5 times the nominal wall thickness.

- Spacing between Bosses
Spacing between Bosses: When bosses are placed very close to each other, it results in creating thin areas that are hard to cool and can affect quality and productivity. So, maintain adequate spacing between bosses to prevent thick areas that can complicate cooling and affect product quality. A minimum spacing of at least two times the nominal wall thickness is advised.

- Radius at Base of Hole in Boss
Radius at Base of Hole in Boss: Incorporate a radius at the base of holes in bosses to avoid sharp corners, which can lead to stress concentrations. It is recommended that the radius at the base of the hole in the boss should be 0.25 to 0.5 times the nominal wall thickness.

- Minimum Draft for Boss OD
Minimum Draft for Boss OD: An appropriate draft on the outer diameter of a boss helps easy ejection from the mold. Apply a minimum draft angle on the outer diameter (OD) of the boss to facilitate easy removal from the mold. The recommended draft angle typically ranges from 1 to 3 degrees.

- Minimum Draft for Boss ID
Minimum Draft for Boss ID: Similarly, ensure a minimum draft on the inner diameter (ID) of the boss to support proper engagement with fasteners and easier extraction from the mold. It is recommended that minimum draft on the hole in boss should be greater than or equal to 0.25 degree.

- Proper Boss Height
Boss Height to OD Ratio: Maintain a height-to-outer diameter ratio for bosses, ideally not exceeding three times its diameter, to prevent cooling difficult and extending the cycle time.

- Minimum Radius at Tip of Boss
Minimum Radius at Tip of Boss: Design a minimum radius at the tip of the boss to enhance strength and reduce potential stress points during assembly or use.
Chamfer at the Top of Boss: Include a chamfer at the top of the boss to facilitate screw installation and improve overall assembly efficiency.
- Wall Thickness of Bosses
Wall Thickness of Boss: The wall thickness should be between 40% to 60% of the nominal wall thickness of the part, ensuring sufficient strength while minimizing sink marks and warping. If the boss is not in a visible area, the wall thickness can be increased to allow for increased stresses imposed by self-tapping screws.
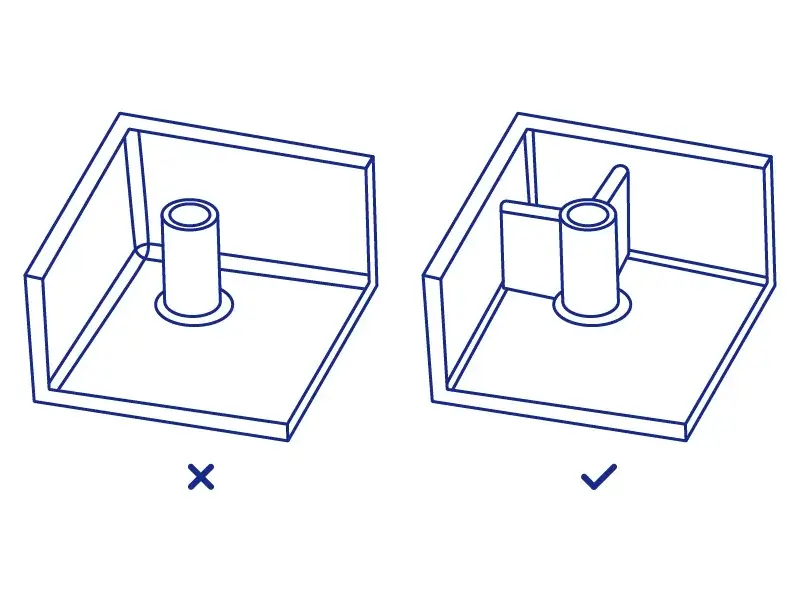
- Standalone Bosses
Standalone Boss: Avoid designing bosses as isolated features; they should be connected to adjacent walls or ribs for enhanced strength and better material flow during injection molding.