Bubble defects in injection molding can significantly compromise the quality and integrity of plastic parts, leading to unsightly surface imperfections and weakened structural performance. These molding defects, caused by factors like inadequate material drying, improper injection parameters, and insufficient mold venting, can be costly and time-consuming to rectify. Understanding the root causes and implementing effective prevention strategies is essential for maintaining consistent production quality. This article delves into the origins of bubble defects, practical troubleshooting methods, and proven techniques to eliminate and prevent them, ensuring flawless results in plastic injection molded.
What Are Bubble Defect in Injection Molding?
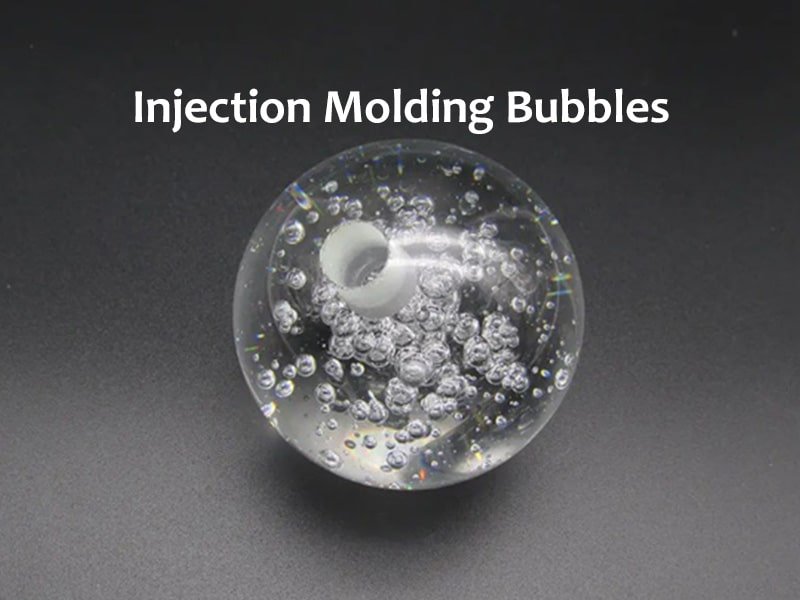
Bubble defects in injection molding occur when trapped air or gas forms pockets within the molded plastic parts. These air bubbles can degrade the part’s performance, structural integrity, and aesthetics, making the molded part prone to cracking and other mechanical failures. They can either appear on the surface as visible depressions or remain hidden within the structure, compromising the strength of the part. Surface bubbles often appear as small depressions or pimples on the outer surface, while internal bubbles may be harder to detect without specialized tools.
Materials like polypropylene (PP), acrylonitrile butadiene styrene (ABS), and polyethylene (PE) are more susceptible to bubble defects, especially if the injection molding process is not optimized, due to their lower viscosity and flow characteristics.
Causes of Bubbles in Injection Molding
Bubble defects in injection molding can arise from various factors, including material-related, process-related, and mold-related issues. Understanding these causes is essential for diagnosing and preventing the occurrence of bubbles in molded parts. Let’s break down these factors to better understand how to mitigate their impact on product quality.
Material-Related Causes
Excessive Moisture Content in Raw Materials
One of the most common causes of air bubbles in plastic injection molding is excessive moisture in the raw materials. Materials like nylon, ABS, and polycarbonate are particularly sensitive to moisture. If the material isn’t properly dried before processing, moisture can vaporize during injection, leading to the formation of air bubbles injeciton molding.
Process-Related Causes
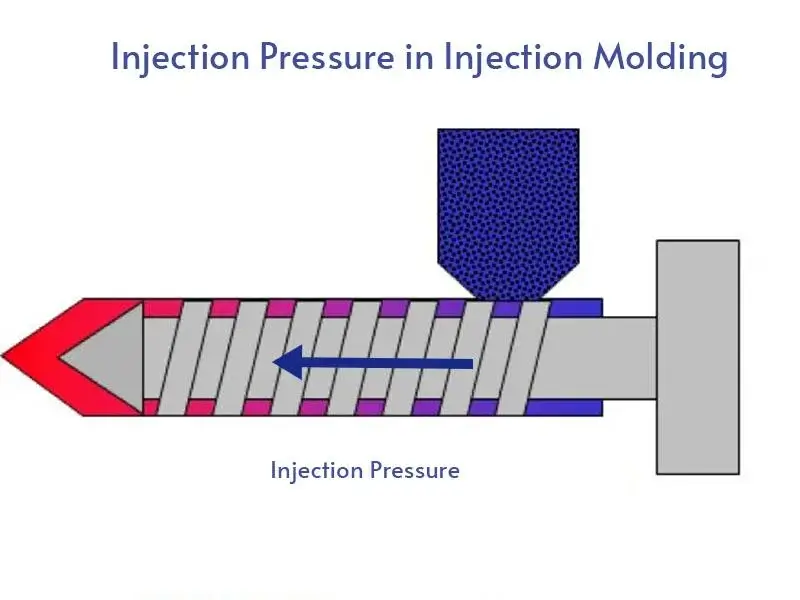
Insufficient Injection Pressure and Speed
When the injection speed is too low, the plastic material does not fill the mold cavity uniformly and quickly enough, leading to air pockets. On the other hand, excessive pressure can cause other defects.
Uneven Cooling Rates and Cooling Time Variations
If some parts of the mold cool faster than others, it creates areas of high pressure and trapped air, leading to injection molding bubble formation.
Inappropriate Melt Temperature Settings
If the temperature is too high, it can cause the material to degrade or expand excessively, while a too-low melt temperature can lead to poor flow and air entrapment.
Air Entrapment During the Injection Process
Injection molding air bubbles commonly form when molten polymer flows too slowly or unevenly into the mold cavity. This defect occurs because insufficient injection pressure or turbulent material flow prevents air evacuation through venting channels, ultimately leading to trapped gas pockets in the final product.
Mold-Related Causes
Inadequate Mold Venting and Gas Escape
Poor mold venting is one of the primary causes of air bubbles in injection molding. If the mold is not properly vented, gases and air cannot escape during the injection process. This trapped air leads to bubbles in the finished part.
Poor Mold Design or Damaged Mold Cavities
Complex mold geometries with sharp angles or deep cavities can make it harder for air to escape, especially if the mold cavities are not properly vented. Additionally, damaged or worn molds may not fill evenly, leading to air pockets.
Inconsistent Mold Temperature Distribution
Inconsistent temperature distribution across the mold can result in uneven solidification of the molded part. This can cause areas where air is trapped, leading to bubbles.

How to Prevent Bubble Defects in Injection Molding?
Bubble defects in injection molding can significantly affect product quality and structural integrity. To eliminate or minimize these defects, it’s essential to address material handling, processing parameters, and mold design.
Material Handling and Preparation
Use a dehumidifying dryer or desiccant dryer to maintain low humidity levels, typically below 0.02% moisture content for sensitive materials, especially when working with hygroscopic materials such as nylon, ABS, and polycarbonate. Follow the manufacturer’s recommended drying time and temperature for each resin to achieve optimal results.
Optimizing Processing Parameters
Adjusting Injection Speed and Pressure for Optimal Filling
Adjust the injection speed to ensure smooth, laminar flow without turbulence. Typical settings range from 20 to 100 mm/s, depending on the material and part geometry. Likewise, pressure should be adjusted to achieve uniform filling without causing excessive material stress.
Controlling Melt Temperature to Reduce Gas Formation
Typically, ABS should be processed at 210-250°C, while polypropylene requires 160-200°C. Consistently monitoring and maintaining temperature stability across the entire shot ensures homogeneous flow and minimizes gas formation that could lead to bubbles.
Balancing Cooling Time and Maintaining Uniform Cooling Rates
Maintain uniform mold temperatures—preferably within ±2°C across the cavity. Cooling channels should be evenly distributed to avoid hotspots that might slow solidification and trap gas pockets. Use temperature controllers to maintain stability throughout the cycle.
Mold Design and Maintenance
Incorporating Effective Venting Systems
Venting channels should be strategically placed at critical points where trapped air is likely to accumulate, such as the end of the flow path. Vents typically measure around 0.01 to 0.05 mm in depth to allow gas to escape without causing material leakage.
Mold Surface Treatment and Maintenance Practices
Applying nano-coatings or chrome plating on mold surfaces reduces friction and enhances material flow, minimizing turbulence and air entrapment. Additionally, maintaining a smooth and polished cavity surface prevents small imperfections from causing air pockets. Regularly clean mold surfaces to remove residues that could obstruct venting or cause flow inconsistencies.
Regular Inspection and Maintenance
Routine inspection of vent channels and cooling systems, clean clogged vents and inspect cooling lines, address any signs of wear or damage promptly.
Common Issues of Bubbles Defect and Solutions
Bubble defects in injection molding are not merely theoretical challenges; they are practical issues faced by manufacturers across various industries. Below are several common bubble defect scenarios and the practical solutions.


