In the world of manufacturing, understanding the difference between casting and molding is crucial for selecting the right process for your project. Whether you’re producing automotive parts, consumer goods, or prototypes, the difference between casting and moulding can significantly impact cost, quality, and efficiency. While these terms are sometimes used interchangeably, they represent distinct methods with unique applications. This article explores the casting and molding difference, diving into their definitions, processes, advantages, and practical uses to help you make an informed choice.
What Is Casting Process?
Casting transforms molten material—usually metal—into solid parts by pouring it into a mold to harden, ideal for complex shapes like engine blocks.

Casting Process Steps
- Step 1: Pattern Making A pattern (wood, metal) mimics the part, oversized by 2-3% (e.g., 4 mm extra on 20 cm) to offset shrinkage—like steel’s 1.5% contraction.
- Step 2: Mold Preparation Sand is packed around the pattern in two halves, removed to form a cavity. Runners and vents—say, 2 cm channels—guide metal and release air.
- Step 3: Melting and Pouring Metal (e.g., aluminum at 660°C) is melted and poured into the mold—a 10 kg cast takes 20 seconds to fill.
- Step 4: Cooling and Solidification The metal hardens—1 kg cools in 20 minutes, 50 kg in 3-5 hours—slowly to avoid 1-2 mm warps.
- Step 5: Mold Removal and Finishing The mold’s broken off, revealing a rough part (0.1-0.2 mm finish), trimmed and smoothed if needed.
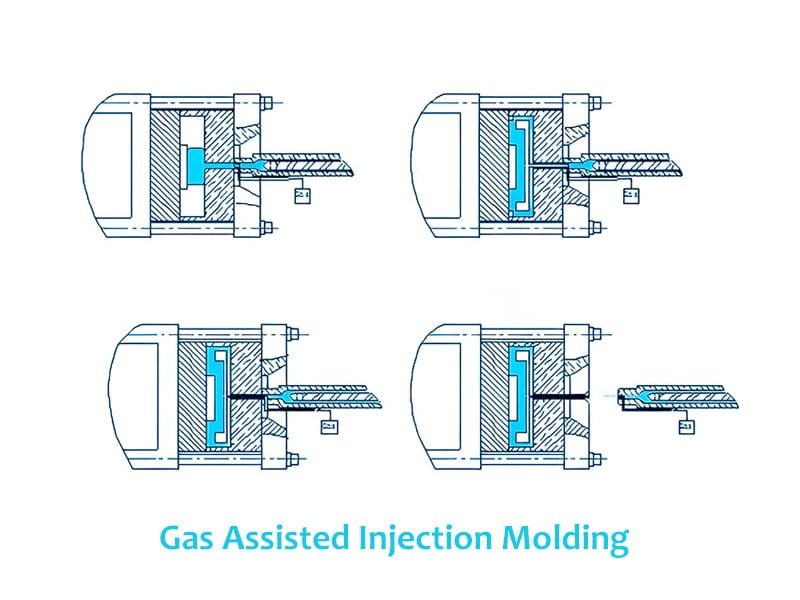
What is Molding Process?
Molding is a manufacturing technique that shapes materials—mostly plastics—by forcing them into a mold to create precise, repeatable parts like phone cases or car components. It’s fast, efficient, and built for volume.

Molding Process Steps
- Step 1: Mold Design and Creation A steel or aluminum mold is crafted to match the part—say, a 10 cm gear—designed with cavities, runners, and gates (e.g., 2 mm openings) to guide material flow. Precision’s key; tolerances hit ±0.05 mm.
- Step 2: Material Preparation Plastic pellets—like ABS or nylon—are dried (at 80°C for 2-4 hours) to zap moisture, then fed into a hopper. A 5 kg batch preps enough for hundreds of small parts.
- Step 3: Melting and Injection Pellets melt in a heated barrel (200-250°C for ABS), then get injected under pressure (50-150 MPa) into the mold—filling a 50 g part in 5-10 seconds.
- Step 4: Cooling and Solidification The mold, kept cool (20-60°C), hardens the plastic in 20-60 seconds. Uniform walls (2-3 mm) prevent sink marks or warps—think 0.1 mm max distortion.
- Step 5: Ejection and Finishing The mold opens, ejector pins pop the part out—smooth at 0.01 mm roughness. Trimming gates or light sanding (if needed) wraps it up.
Core Difference Between Casting and Molding
Casting and molding stand as pillars in manufacturing, each carving its niche through distinct strengths.let’s slice the casting vs molding comparison into key angles—materials, precision, tolerances, surface finish, prototyping, applications, and mold/manufacturing costs.

Materials
- Casting: Handles a broad spectrum—steel (1,370°C melting point), aluminum (660°C), bronze, even cast iron. It’s the choice for metals needing high strength or heat resistance, like engine blocks or heavy-duty gears.
- Molding: Sticks mostly to plastics—ABS, nylon, PP—or resins like TPE, capped at lower melt points (180-250°C). Metal molding’s rare and niche, limiting it to lighter, less heat-tolerant parts.
Precision
- Casting: Struggles with fine detail—think 1-2 mm resolution on intricate shapes. It’s solid for big, complex forms but not for razor-sharp edges or micro-features.
- Molding: Nails precision down to 0.1-0.2 mm, crafting gears or connectors where every edge matters. Injection molding’s flow control beats casting’s pour-and-hope approach.
Tolerances
- Casting: Looser at ±0.5-1 mm—shrinkage (2-3%) and uneven cooling blur the lines. Tight fits need post-machining, adding steps.
- Molding: Tight as ±0.05 mm, thanks to steel molds and consistent pressure. Parts often ship as-is, no extra tweaking required.
Surface Finish
- Casting: Rough out of the gate—0.1-0.2 mm roughness from sand or die molds. Smoothing means grinding or polishing, tacking on hours.
- Molding: Sleek at 0.01-0.02 mm roughness—plastic flows smooth against polished molds. Most parts skip secondary finishing, saving time.
Prototyping
- Casting: Shines for one-offs—sand molds cost $300-$500 and turn around in days. Perfect for testing a chunky prototype like a pump housing without breaking the bank.
- Molding: Slow and pricey for prototypes—steel molds at $10,000+ take weeks to craft. Soft tooling (e.g., aluminum at $2,000) helps, but it’s still a hurdle for small runs.
Applications
- Casting: Rules heavy industry—think 500 kg engine blocks, steel turbine blades, or bronze statues. It’s built for parts taking serious loads or heat.
- Molding: Dominates consumer goods—phone cases, plastic clips, car dashboards. High-volume, lightweight designs (under 1 kg) are its playground.
Mold and Manufacturing Costs
- Casting: Low entry—sand molds hit $500, die casting molds $5,000-$20,000. Per-part costs drop for small runs (under 100), but scale-up lags with slow cycles (2-6 hours cooling).
- Molding: High upfront—steel molds range $10,000-$50,000—but shines in mass production. Fast cycles (30-60 seconds) slash unit costs for runs over 10,000, though small batches sting.
For example, the difference between die casting and injection moulding lies in die casting’s use of metal for strength versus injection molding’s use of plastic for versatility. Similarly, the difference between injection molding and die casting highlights injection molding’s faster cycle times (dozens of parts per minute) compared to die casting’s slower, metal-focused process.
Die Casting VS Injection Molding
When it comes to producing custom parts, selecting the right manufacturing process is key to balancing quality, cost, and lead time. Two of the most common methods—die casting and injection molding—offer different strengths depending on your project needs.
The table below highlights the most important differences between the two, helping you quickly decide which solution is the best fit for your product, budget, and production volume.