The ejection system in injection molding is a crucial component of this process, and it is responsible for removing the finished part from the mold once it has cooled and solidified. This system ensures that parts are produced quickly, efficiently, and without damage. In this post, we will explore the importance, components, and workings of the ejection system in injection molding.
What is the Ejection System in Injection Molding?
The ejection system in injection molding is a critical component designed to remove the molded part from the mold once it has cooled and solidified. After the molten plastic is injected into the mold and forms the desired shape, the part needs to be released efficiently without damage. It is the last step of the injection molding process. The ejection system accomplishes this by pushing the part out of the mold using various mechanisms, ensuring a smooth and efficient production process.
Functions of the Ejection System in Injection Molding
The ejection system in injection molding serves the critical function of removing the solidified plastic part from the mold cavity after cooling. Its main functions are:
- Ejecting the Part: The primary function is to eject or demold the solidified plastic part from the mold cavity without causing any damage or defects. This is achieved through various ejection mechanisms like pins, sleeves, blades, valves, or stripper plates/bars.
- Preventing Deformation: The ejection system must apply the ejection force evenly and controlled to avoid deformation, warping, or cracking of the molded part, especially for thin-walled or intricate geometries.
- Accommodating Part Design: The type and configuration of ejection components (pins, sleeves, blades, etc.) are selected based on the part design, size, shape, and features like undercuts, ribs, bosses, or through-holes to ensure effective ejection.
- Enabling Automation: The ejection system is designed to operate automatically and synchronized with the mold opening and closing, enabling efficient and consistent part removal in each molding cycle.
- Facilitating Venting: Some ejection components like sleeves can improve venting efficiency by providing additional venting channels, preventing defects like burn marks or short shots.
- Ensuring Surface Quality: Proper ejection system design and maintenance prevent defects like ejector pin marks, scratches, or drag marks on the molded part surface, ensuring good aesthetics and quality.
Key Components of the Ejection System in Injection Molding
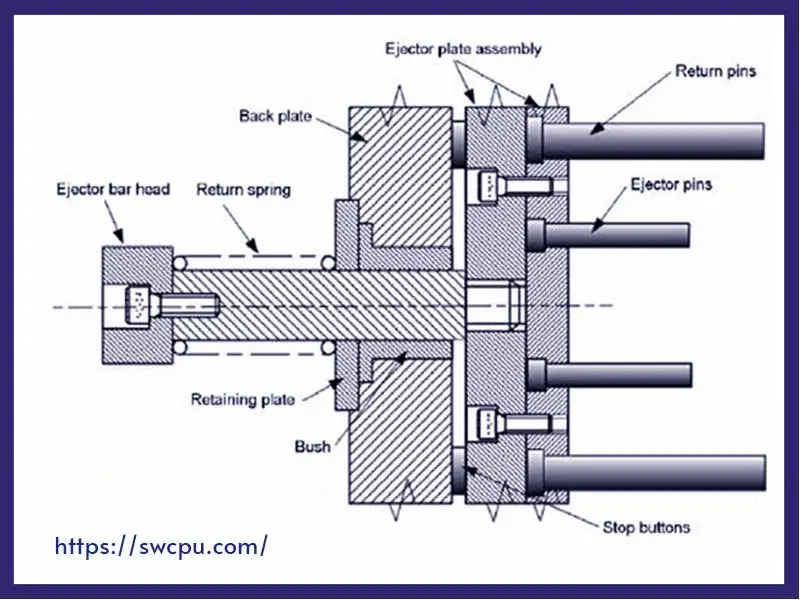
- Ejector Pins: Thin rods that directly push the molded part out of the mold cavity. The number and location depend on the part shape and size. Positioned strategically to apply even pressure and avoid part deformation.
- Ejector Plates: Plates that hold and move the ejector pins. Ensure synchronized movement of multiple ejector pins.
- Ejector Sleeves: Hollow cylindrical sleeves used in combination with a pin to eject parts with circular through-holes or blind holes. Provides uniform ejection force around the core pin.
- Ejector Rods: Connect the ejector plates to the mechanism that applies the ejection force. Transfer the force needed to push the ejector plates and pins.
- Return Pins: Ensure that the ejector pins return to their original position after ejection. Help reset the system for the next molding cycle.
- Ejector Guide Pins: Guide and align the movement of the ejector plates and pins. Prevent misalignment and ensure smooth operation.
- Ejector Bushings: Provide a bearing surface for the ejector pins and guide pins. Reduce wear and tear, enhancing the durability of the system.
- Hydraulic or Pneumatic Cylinders: Provide the necessary force to move the ejector system. They are used for automated or mechanical ejection systems.
- Ejector Plate Stops: Limit the movement of the ejector plates to prevent over-travel. Ensure precise control of the ejection stroke.
- Springs: Assist in returning the ejector system to its starting position. Provide additional force to ensure complete ejection of the part.
Types of Ejection Systems in Injection Molding
The ejection system in injection molding can be tailored to suit different types of molded parts and specific requirements of the molding process. Here are the main types of ejection systems:
Pin Ejection System in Mold
- Description: Uses ejector pins to push the part out of the mold cavity.
- Applications: Commonly used for simple parts with flat surfaces.
- Advantages: Simple and cost-effective; easy to implement and maintain.
- Disadvantages: Can leave pin marks on the part surface; may not be suitable for complex geometries.
Blade Ejection System in Mold
- Description: Utilizes thin blades instead of pins to eject the part.
- Applications: Suitable for parts with large, flat surfaces or thin-walled sections.
- Advantages: Provides uniform force over a larger area; reduces the risk of part deformation.
- Disadvantages: More complex and expensive than pin ejection; blades can be prone to damage.
Sleeve Ejection System in Mold
- Description: Uses hollow sleeves to eject parts, especially those with cylindrical or tubular shapes. Provides uniform ejection force around the core pin.
- Applications: Ideal for ejecting parts with central holes or cylindrical features.
- Advantages: Provides support around the part perimeter; reduces the risk of damage to delicate features.
- Disadvantages: More expensive and complex to design and implement.
Stripper Plate/Bar Ejection System in Mold
- Description: A plate or bar that pushes against the bottom or periphery of the molding, typically used in conjunction with ejector pins.
- Applications: Suitable for parts with large surface areas and complex geometries.
- Advantages: Provides even force distribution; reduces the likelihood of part deformation.
- Disadvantages: More complex and costly; requires precise alignment and maintenance.
Air Ejection System in Mold
- Description: Uses compressed air to blow the part out of the mold cavity.
- Applications: Suitable for lightweight parts or those with intricate details that are prone to damage by mechanical ejectors.
- Advantages: Non-contact ejection method; reduces the risk of surface damage.
- Disadvantages: Less forceful than mechanical methods; may not be suitable for heavier parts.
Hydraulic Ejection System in Mold
- Description: Employs hydraulic cylinders to provide the ejection force.
- Applications: Used in heavy-duty molding operations requiring high ejection force.
- Advantages: Provides high force and precise control; suitable for large and complex parts.
- Disadvantages: Expensive and requires more maintenance; involves complex setup.
Pneumatic Ejection System in Mold
- Description: Utilizes pneumatic cylinders to eject parts.
- Applications: Suitable for medium-duty applications requiring moderate ejection force.
- Advantages: Provides controlled and adjustable force; cleaner operation compared to hydraulic systems.
- Disadvantages: Less forceful than hydraulic systems; may not be suitable for very heavy parts.


