Gas assisted injection molding is revolutionizing the manufacturing landscape by offering a smarter, more efficient way to produce complex plastic parts. In an industry where precision, cost, and quality are paramount, this innovative technique stands out for its ability to reduce material use, enhance part strength, and streamline production. But how does it work, and why should manufacturers consider it over traditional methods? This article dives deep into the technology behind gas assisted injection molding, exploring its processes, advantages, applications, and challenges to help you understand its transformative potential.
What Is Gas Assisted Injection Molding?
Gas assisted injection molding (GAIM) is a specialized manufacturing process that combines traditional injection molding with the strategic use of pressurized gas—typically nitrogen—to create hollow or partially hollow plastic parts. Unlike standard injection molding, which fills a mold entirely with molten plastic, GAIM introduces gas to displace excess material, forming internal cavities while maintaining structural integrity.
The process comes in two main variants:
- Internal Gas Assisted Molding: Gas is injected into the core of the part, creating hollow sections (e.g., tubes or channels).
- External Gas Assisted Molding: Gas is applied between the plastic and the mold surface to improve finish and eliminate sink marks.
This distinction makes gas assisted injection molding versatile, catering to a range of design needs from lightweight components to aesthetically flawless surfaces.
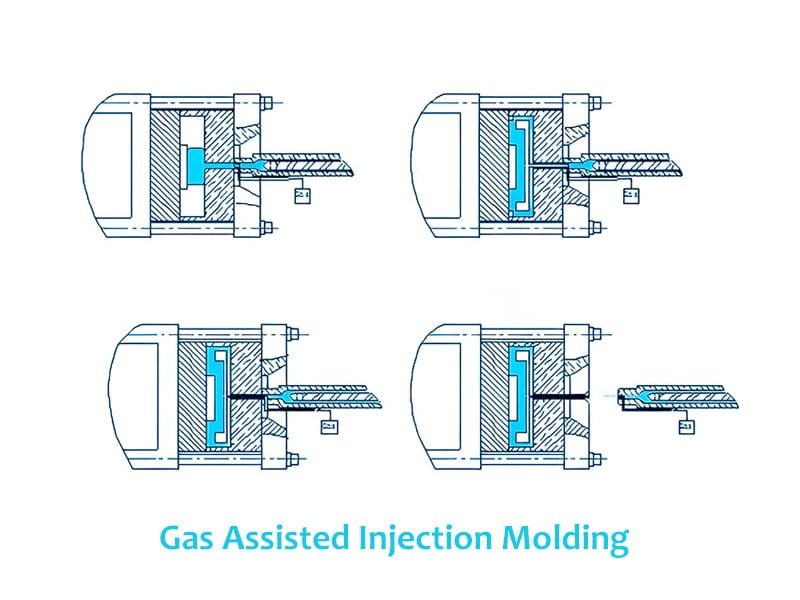
How Does Gas Assisted Injection Molding Work?
Gas assisted injection molding is a clever twist on traditional injection molding, using gas to shape plastic parts with hollow sections or tricky geometries—like lightweight handles or thick-walled panels. It blends molten plastic with pressurized gas in a precise sequence to cut material use and boost strength.
- Injection of Plastic Resin: It starts with melted plastic—like polypropylene or ABS—being shot into the mold. The machine heats the resin to around 200-250°C, then injects it under pressure (50-100 MPa), but only fills 60-80% of the cavity. This “short shot” leaves room for the gas to do its job, unlike the full flood of standard molding.
- Primary Gas Infiltration: Next, nitrogen gas—typically at 500-1,000 psi—rushes in through a nozzle or channel built into the mold. It pushes the still-molten plastic against the mold walls, forming a hollow core in thicker sections—like a 5 mm tube inside a 10 mm part. This step, timed within 1-2 seconds of the resin shot, keeps the surface smooth while carving out space inside.
- Penetration of Secondary Gases: As the plastic cools (20-40 seconds), more gas seeps in at a steady pressure—say, 800 psi—to pack the resin tight against the mold. This ensures even wall thickness (2-3 mm) and prevents sink marks—those pesky 0.1 mm dips—while the part solidifies. The gas vents out once the job’s done, leaving a sturdy, lightweight shell.

Key equipment includes an injection molding machine, a gas control unit (to regulate pressure and timing), and a mold designed with gas channels. Materials like PP and ABS are popular due to their flow properties and compatibility with the process, though engineering plastics like nylon or PBT can also be used for high-strength applications.
Why Use Gas Assistance in Injection Molding?
Gas assistance in injection molding introduces pressurized gas—typically nitrogen—to tackle challenges in traditional molding. It’s about fixing what doesn’t work without gas. Thick-walled or complex parts often demand excess plastic, risking defects and slow production. Gas steps in to streamline the process.
It hollows out sections, pushing molten plastic—like ABS or PP—against mold walls, forming thin, even layers (2-3 mm) instead of solid bulk. This prevents uneven cooling that warps parts or leaves 0.1-0.2 mm sink marks. Gas also drives plastic into tight corners—think ribbed shells—without extra mold features. Plus, it cuts cooling time from 60 seconds to 30-40, keeping pace brisk. In short, gas assistance makes molding leaner, cleaner, and faster by solving core process flaws.

Materials Used in Gas Assist Molding
Gas assist molding pairs specific materials with its gas-driven process to craft hollow, strong parts. The plastics must flow well under heat and hold shape when gas—usually nitrogen—pushes through.
- ABS (Acrylonitrile Butadiene Styrene): Melts at 200-250°C, offers 30 MPa tensile strength—ideal for casings or handles with smooth gas-formed cores.
- Polypropylene (PP): Light (0.9 g/cm³), flows at 160-200°C—cheap and versatile for auto panels or lightweight frames.
- Nylon (PA): Tough at 50 MPa, resists heat up to 150°C—great for structural brackets or gas-hollowed supports.
- TPE (Thermoplastic Elastomers): Flexible, melts at 180-220°C—perfect for grippy, hollow parts like tool overlays.
- Polycarbonate (PC): Rigid (60 MPa), clear, flows at 280°C—used for durable, transparent shells, but needs careful gas control.
- Filled Plastics: PP or nylon with 10-30% glass fiber adds stiffness—thicker melt, so gas timing must be spot-on.
- Nitrogen Gas: Inert, cost-effective, injected at 500-1,000 psi—carves hollows without reacting with the plastic.
Core Advantages of Gas Assisted Injection Molding
The appeal of gas assisted injection molding lies in its numerous benefits, making it a game-changer for manufacturers. Here are the standout advantages:
1. Material Savings and Cost Reduction
By creating hollow sections, GAIM reduces plastic usage by 20-30% compared to solid parts. For example, a 500-gram solid component might drop to 350 grams, cutting material costs significantly—especially for large-scale production.
2. Shorter Cycle Times
The gas acts as a pressure holder, speeding up cooling. Cycle times can shrink from 60 seconds in traditional molding to as little as 20 seconds with gas assisted injection molding, boosting throughput by up to 50%.
3. Improved Part Quality
GAIM minimizes common defects like sink marks, warping, and shrinkage. The gas ensures even pressure distribution, resulting in parts with uniform wall thickness (e.g., 2-4 mm) and superior surface finish—ideal for visible components.
4. Enhanced Strength-to-Weight Ratio
Hollow structures maintain rigidity while reducing weight. A car door handle, for instance, can be 15% lighter yet just as strong, thanks to the internal gas-formed channels.
5. Design Flexibility
The process excels at producing thick-walled or complex parts that would be challenging with standard molding, such as ribbed structures or multi-section components.
6. Surface Finish
Packs plastic tight for a smooth 0.01-0.02 mm finish, skipping post-mold sanding on handles or casings.
7. Extended Mold Life
Lower pressures (500-1,000 psi vs. 150 MPa) ease wear—molds last 10-20% longer, stretching that $10,000 investment.
8. Low Injection Pressure
Uses 50-100 MPa (half of traditional peaks), reducing machine strain and energy costs by 10-15%.
These benefits collectively lower production costs—sometimes by 10-20%—while delivering high-quality results, making gas assisted injection molding a compelling choice.
Gas Assisted Injection Molding vs. Traditional Methods
To fully appreciate gas assisted injection molding, it’s worth comparing it to traditional injection molding and other alternatives like water-assisted injection molding (WAIM).
Vs. Traditional Injection Molding:
- Materials: Both use thermoplastics like ABS, PP, or PC, but GAIM requires less material per part.
- Process: Traditional molding fills the mold completely, while GAIM uses gas to hollow out sections, reducing weight and defects.
- Outcomes: GAIM offers better surface quality and faster cycles (20-30 seconds vs. 45-60 seconds), but it requires more complex molds (costing $15,000-$50,000 vs. $10,000-$30,000).
Vs. Water-Assisted Injection Molding:
- Mechanism: WAIM uses water instead of gas, offering larger hollow sections but slower cooling (water retains heat longer).
- Cost: Gas systems are pricier upfront (e.g., $20,000 for a nitrogen unit) but provide finer control and cleaner operation.
- Applications: GAIM suits precision parts; WAIM excels in thick, tubular structures like pipes.
While traditional molding remains simpler and cheaper for small, solid parts, gas assisted injection molding shines for complex, lightweight designs.
Applications Across Industries
The versatility of gas assisted injection molding has made it a go-to solution across multiple sectors. Here are some real-world examples:
- Automotive: Door handles, dashboard frames, and air ducts benefit from GAIM’s lightweight strength. A typical handle might save 15% in material while maintaining crash resistance.
- Consumer Electronics: TV and monitor housings use GAIM for flawless surfaces without sink marks, enhancing both aesthetics and durability.
- Medical Devices: Hollow syringe bodies or equipment casings leverage the process for precision and reduced weight, often using materials like polycarbonate.
- Furniture: Chair arms or table legs with thick sections are molded with GAIM, cutting plastic use by 25% and improving structural integrity.
These applications highlight how gas assisted injection molding balances performance and efficiency, making it ideal for parts requiring both form and function.
Design Considerations and Challenges
While gas assisted injection molding offers significant advantages, it’s not without challenges. Successful implementation requires careful design and process control:
Design Tips
- Gas Channels: Molds must include pathways (e.g., 3-5 mm diameter) for gas flow, strategically placed to avoid weak spots.
- Wall Thickness: Aim for uniformity (2-4 mm) to prevent uneven cooling or gas breakthrough.
- Material Selection: Choose resins with good flow (e.g., PP, ABS) to ensure gas pushes plastic effectively.
Potential Challenges
- Gas Fingering: If gas pressure or timing is off, it can penetrate the plastic unevenly, creating defects. Precise control (e.g., 1,000-2,000 psi) mitigates this.
- Higher Initial Costs: Molds and gas units increase upfront investment by 20-30% compared to standard molding.
- Learning Curve: Operators need training to optimize gas timing (e.g., injecting 0.5-1 second after plastic).
Solutions include simulation software to predict gas flow and iterative testing to refine settings. With proper planning, these hurdles are manageable.
Conclusion
Gas assisted injection molding represents a leap forward in plastic manufacturing, blending efficiency, quality, and innovation. By using nitrogen to create hollow, high-performance parts, it reduces material costs by up to 30%, cuts cycle times by half, and delivers flawless finishes—advantages that traditional molding struggles to match. From automotive components to medical devices, its applications are vast, supported by materials like ABS, PP, and polycarbonate that enhance its versatility.
While the process demands precise design and investment, the payoff is clear: lighter, stronger, and more cost-effective parts. For manufacturers aiming to stay competitive, gas assisted injection molding isn’t just an option—it’s a strategic advantage. Whether you’re prototyping a new product or scaling production, this technology offers a path to smarter manufacturing. Ready to explore its potential for your next project?