The injection gate is an important element in the injection molding process, it is the entry point for molten material into the mold cavity. The selection of injection molding gate types is very important in the injection molding process, which plays a fundamental role in determining the quality, efficiency, and cost-effectiveness of the manufacturing process.
In the following sections, we will delve into the various injection molding types of gates used in injection molding, explore their characteristics, and discuss considerations for selecting the most suitable gate type for specific applications.
What is a Gate in Injection Molding?
In injection molding, a gate refers to the small opening through which molten material is injected into the mold cavity. It acts as the entry point for the material as it flows from the injection unit into the mold, where it takes the shape of the desired part. Once the material solidifies within the mold cavity, the gate becomes a part of the finished product, typically located at the point where it connects to the runner system.
Purpose of a Gate in the Injection Molding Process
The gate serves several essential purposes in the injection molding process:
- Controlled Material Flow: The gate controls the flow of molten material into the mold cavity, ensuring it fills the cavity evenly and without any air pockets or voids. This controlled flow is crucial for maintaining part quality and consistency.
- Pressure Regulation: The gate helps regulate the pressure of the material as it enters the mold cavity. By controlling the pressure, the gate ensures that the material flows smoothly and uniformly, preventing issues such as overpacking or flash.
- Minimization of Part Defects: Proper gate design and placement can help minimize common injection molding defects such as sink marks, warping, and short shots. By directing the flow of material strategically, gates can optimize part quality and dimensional accuracy.
- Efficient Mold Filling: The gate plays a critical role in efficiently filling the mold cavity with molten material. By selecting the appropriate gate type and size, manufacturers can achieve faster cycle times and higher production rates while maintaining part integrity.
Common Injection Molding Gate Types
1.Direct or Sprue Gates in Injection Molding
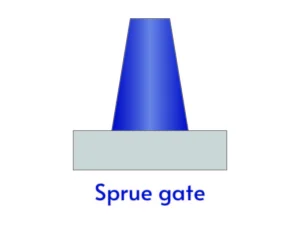
Direct or sprue gates are the simplest and most traditional type of gates. They have a slight taper and circular cross-section and are typically located at the part’s thickest section, directly connected to the runner system.
This gate type allows the molten plastic to move and melt directly into the mold cavity, enabling quick injection of large plastic volumes. It typically requires less injection pressure and a shorter feeding time compared to other gate types.
The simplicity of the direct sprue gate design makes it a cost-effective and economical option for injection molding. It is commonly used for shell or box-shaped molds with deep single-cavity and non-aesthetic parts.
However, the direct sprue gate is associated with significant tensile stresses in the molded part. It can also leave visible gate marks on the finished product that need to be manually trimmed or removed.
2.Edge Gates Injection Molding
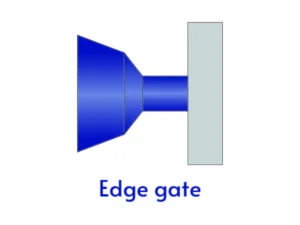
Edge gates are the most common and widely used type of injection molding gate. Edge gates, also known as tab gates, are placed along the edge or perimeter of the molded part, leaving a visible mark at the parting line.
Edge gates have a larger cross-sectional area compared to other gate types, allowing for sufficient flow of molten plastic into the mold cavity. This makes them suitable for a wide variety of applications.
Edge gates in injection molding are relatively simple and economical to design and implement. They can be easily modified in size and shape to optimize material flow and part quality.
Edge gates are well-suited for molding flat, medium, or thick-walled parts. They are commonly used for non-aesthetic parts in applications like household appliances, consumer products, and industrial components.
While edge gates leave a visible gate mark on the finished part, this can often be addressed through secondary finishing operations like trimming or sanding. The advantages of edge gates typically outweigh this minor cosmetic drawback.
3.Submarine Gate in Injection Molding
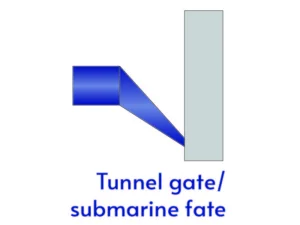
Submarine gates, also known as tunnel gates, are an injection moulding gate type that uses an angled and tapered channel to meet the mold cavity near the parting line, filling the cavity from underneath.
Submarine gates are well-suited for hiding gate blemishes on the finished part, as the gate mark is located underneath the parting line rather than on the visible surface.
They are commonly used in two-plate mold designs, where the gate is placed on the fixed half of the mold. This allows the molded part to be automatically cut off from the gate when the mold opens.
Submarine gates offer more flexibility in gate placement compared to other gate types, as they can be located in various positions around the mold cavity. This helps optimize material flow and part quality.
However, the use of submarine gates with certain materials like polycarbonate requires careful consideration, as the gate geometry and material properties can impact the molding process and part quality.
4.Cashew Gates in Injection Molding

Cashew gates, also called banana gates, are curved gates that distribute the flow of material across the part surface.
Cashew gates are placed in areas that are not visible on the final molded part. They are automatically “de-gated” or sheared off during the ejection of the molded part, leaving minimal to no visible gate mark on the part surface.
Cashew gates are typically prefabricated and inserted into the mold tool. Their design can vary, with round or D-shaped cross-sections ranging from 0.8 to 3.5 mm in diameter.
The positioning and length of the cashew gate impact factors like gate seal time, temperatures, and ejection functionality. Smaller gates tend to break off more cleanly but require higher injection pressures.
However, the curved shape of the gate can make it more prone to breakage during ejection compared to other gate types. Removable gate inserts are often used to facilitate easy gate removal. It is suitable for making parts with complex geometries or thin walls where flow balance is critical.
5.Diaphragm Gates Injection Molding

Diaphragm gates, also called disc gates, use a diaphragm valve to regulate the flow of molten plastic into the mold cavity.
The diaphragm is typically made of a flexible material like rubber or silicone and is held in place by a pin that extends into the cavity.
Diaphragm gates are commonly used for parts with complex geometries or that require precise control over the filling process, as they allow for greater regulation of the plastic flow.
They are also can be used for cylindrical or hollow parts where concentricity and weld strength are important design considerations. The diaphragm gate helps eliminate weld lines and minimize core deflection.
However, diaphragm gates can be more complex and expensive to implement compared to other gate types. The subsequent removal of the gate disc from the molded part can also leave a sharp, jagged edge that requires additional finishing.
6.Hot Runner Valve Gates Injection molding
Hot runner valve gates utilize a valve mechanism to control the flow of molten material into the mold cavity, allowing for precise gating and minimal material wastage.
The valve gates can eliminate drool and gate strings, improve part quality with lower molded stress, balance multi-cavity molds, and control weld line location. It is suitable for thin-wall and high-speed molding applications.
Valve gates leave a small, clean gate mark on the molded part, as the valve stem seals the gate rather than relying on plastic solidifying. This results in a better cosmetic appearance compared to thermal gates.
Valve gate nozzles can also reduce cycle times, as the melt can be re-plasticized as soon as the valve gate closes, without needing to wait for the gate to fully solidify.
However, valve gate systems require specialized temperature control and monitoring systems to ensure proper opening and closing of the valve stem for consistent part quality.
7.Hot Runner Thermal Gates in Injection Molding
Hot runner thermal gates utilize a heated nozzle to maintain material flow temperature at the gate, preventing premature solidification and ensuring consistent part filling.
Compared to conventional gates, the hot rubber thermal gates improved flow control and part filling, enhancing part aesthetics. It can facilitate faster cycle times and higher production rates.
However, compared to valve gates, thermal gates have less control over the filling process and can result in higher molded-in stresses in the part due to the shear forces generated at the gate.
8.Fan Gates in Injection Molding
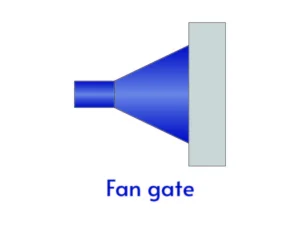
Fan gates, also known as edge gates or fan-style gates, distribute the flow of molten material across the part surface in a fan-like pattern. The fan gate gradually widens from the runner to the mold cavity, maintaining a consistent gate thickness. This allows for a stable, even flow of molten plastic into the cavity.
Fan gates design are well-suited for molding large, flat, or thin parts. Compared to other gate types, fan gates can help improve dimensional stability and prevent certain injection molding defects in the finished product.
Fan gates design are commonly used with polycarbonate and other plastics that are sensitive to shear heating and uneven flow.
While fan gates offer advantages in terms of part quality, their wider gate size can make them less suitable for smaller parts or applications with tight space constraints.
9.Pin Gates in Injection Molding
Pin gates, also called post gates or tunnel gates, utilize retractable pins to control the flow of molten material into the mold cavity, allowing for precise gating and minimal gate vestige. The pin gate is typically 0.5-2mm in diameter and is located on the B-side of the mold, near the ejector pins. This makes pin gates more difficult to implement compared to other gate types.
Pin gates work well with fast-flowing resin materials and are often used in multi-cavity molds, as the small gate size allows for multiple gates to be placed around the mold.
The geometry and material of the part being molded need to be carefully considered when using pin gates, as the small gate size can make them sensitive to issues like uneven filling and shear heating.
Pin gates are well-suited for cosmetic parts that require no visible gate mark.
Factors to Consider When Choosing a Gate Type
Selecting the appropriate gate type in injection molding involves considering several key factors to ensure optimal part quality, production efficiency, and cost-effectiveness. Below are the primary factors to consider:
1. Part Design and Geometry
- Consider the size, shape, and wall thickness of the molded part.
- Evaluate if the part has complex features or requires uniform filling.
- Determine if the gate location needs to be hidden or if visible gate marks are acceptable.
2. Material Properties
Different materials exhibit unique flow characteristics, viscosity, and thermal properties during injection molding. The selected gate type should complement the material being used to ensure proper flow, packing, and solidification, thereby preventing issues such as flow marks, sink marks, or warping.
3. Production Volume
The anticipated production volume plays a crucial role in gate selection. For high-volume production runs, gate types that offer faster cycle times, minimal material wastage, and consistent part quality are preferred to maximize efficiency and productivity. Conversely, for low-volume or prototyping applications, simpler gating solutions may suffice.
4. Cost Considerations
Cost considerations encompass various factors, including initial investment, material wastage, cycle time, and labor costs. While advanced gate types such as hot runner systems or complex gating configurations may offer superior performance, they often come with higher upfront costs and maintenance requirements. Manufacturers must balance performance benefits against associated costs to determine the most cost-effective solution for their specific needs.
5. Mold Design Constraints
Mold design constraints, such as space limitations, gate location options, and mold complexity, influence gate selection. Certain gate types may require specific mold features or configurations to function optimally. Mold designers and tooling engineers must collaborate closely to ensure that the chosen gate type aligns with the mold design requirements and manufacturing capabilities.
Conclusion
In the competitive landscape of manufacturing, optimizing injection moulding processes is essential for achieving success. Gate selection plays a pivotal role in this optimization process, as it directly impacts part quality, production efficiency, and cost-effectiveness. By carefully evaluating the various gate types available and selecting the most suitable option for each application, manufacturers can enhance their overall manufacturing capabilities and deliver superior products to their customers.



