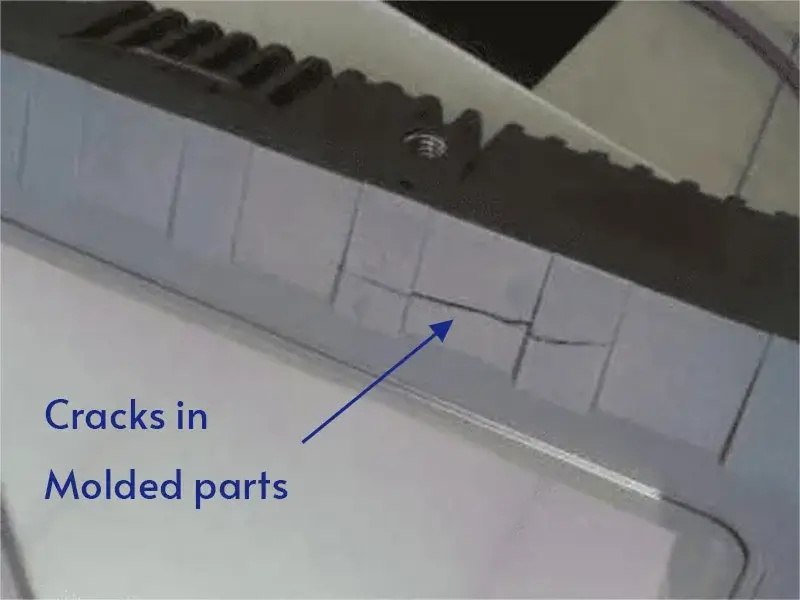
Injection Molding flow marks are a common defect in injection molding. They are characterized by waviness or streaks on the surface of molded parts. This common injection molding defect can influence the visual appeal and end product’s functionality. Understanding the causes of flow marks and solutions to prevent their occurrence is important to ensure high-quality injection molded parts. In this post, we delve into the flow marks in injection molding, exploring the details about the injection molding flow marks.
What are Injection Molding Flow Marks?
Injection molding flow marks, also known as flow lines, are surface defects that occur during the injection molding process, often appearing as wavy patterns, ripples, lines, or streaks on the surface of molded plastic parts.

They typically manifest as:
- Circular ripples or wavelets near the gate where the molten plastic enters the mold cavity.
- Lines or streaks of a slightly different color than the surrounding area, often on narrower sections of the part.
- Ring-shaped bands on the product’s surface near the gate.
- These defects can influence the visual appeal and structural integrity of the final product.
What Causes of Injection Molding Flow Marks?
Flow marks in injection molding are typically caused by uneven cooling rates of the molten plastic as it flows through the mold cavity. The main causes can be categorized into material, machine, and mold design factors:
Material Causes:
- Low Melt Flow Index (MFI): Plastic resins with a low melt flow index (MFI) have higher viscosity and reduced flowability, making them susceptible to uneven cooling during the injection molding process. The slower flow of low MFI resins may lead to uneven material distribution within the mold cavity, resulting in flow marks on the surface of the molded part.
- Improper Flow Rate or Injection Speed: Inadequate flow rate or injection speed can cause premature cooling of the molten plastic before it adequately fills the mold cavity. Insufficient flow velocity may result in material stagnation or incomplete filling of intricate mold features, leading to flow marks as the partially solidified plastic encounters subsequent flow fronts.
- Improper Material Temperature: Deviations from the optimal material temperature range can significantly impact the flow behavior and solidification kinetics of the plastic resin. Operating with material temperatures either too high or too low relative to the recommended processing parameters can disrupt flow uniformity and promote the formation of flow marks due to irregular cooling and solidification patterns.
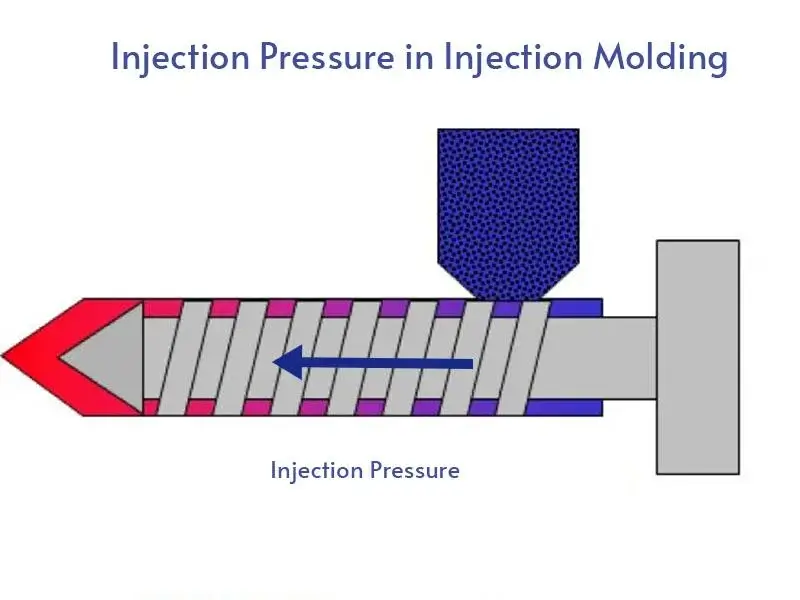
Machine Causes:
- Low Injection Pressure: Low injection pressure can impede the proper melting and flow of the plastic resin within the mold cavity. Insufficient pressure may result in incomplete filling of the mold, leading to flow marks as the material fails to flow smoothly and evenly into all areas of the cavity.
- Low Temperatures of the Nozzle, Barrel, or Mold: Suboptimal temperatures of key components such as the nozzle, barrel, or mold can disrupt the injection molding process. Low temperatures hinder the uniform heating and flow of the molten plastic, leading to uneven material distribution and subsequent flow marks on the surface of the molded part due to inconsistent cooling rates.
- Short Residence and Cycling Times: Inadequate residence and cycling times within the injection molding machine limit the exposure of the plastic resin to optimal heating and processing conditions. Insufficient heating time may result in incomplete melting and homogenization of the material, while short cycling times restrict the overall flow duration, preventing proper filling and packing of the mold cavity. These shortcomings contribute to flow marks by compromising the material flow and solidification process.
- Back Pressure and Screw Design: The application of back pressure during the injection phase and the design of the injection screw can affect melt homogeneity and flow stability. Inadequate back pressure or suboptimal screw design may result in non-uniform melt flow and contribute to flow mark formation.
Mold Design Causes:
- Varying Wall Thicknesses: Variations in wall thickness within the mold can lead to differential cooling rates during the injection molding process. Areas with thicker walls cool at a slower rate compared to thinner sections, resulting in uneven solidification of the plastic material and the formation of flow marks on the surface of the molded part.
- Poorly Designed Gates, Runners, or Flow Paths: Inefficient gate, runner, or flow path design can disrupt the uniform flow of molten plastic within the mold cavity. Improperly designed gating systems may cause material stagnation, flow hesitations, or uneven distribution, contributing to the occurrence of flow marks on the surface of the molded part.
- Lack of Adequate Venting or Lubrication: Insufficient venting or lubrication within the mold cavity can impede the smooth ejection of air and facilitate material flow during the injection molding process. Inadequate venting may lead to trapped air pockets or gas entrapment, while inadequate lubrication can cause material adhesion and drag marks, both of which can result in surface defects such as flow marks.
- Presence of a Cold Slug or Improper Cold Slug Well Design: A cold slug, a solidified portion of molten plastic that remains in the injection nozzle or sprue, can introduce inconsistencies in material flow and contribute to flow mark formation. Improper design of the cold slug well may fail to effectively trap and remove the cold slug, leading to its migration into the mold cavity and subsequent surface defects on the molded part.

Jiangzhi In-House Tooling Service
- In-house mold fabrication service
- Injection molding tool design fro manufacturability
- Maximum processing size: 2500mm×2000mm
- Tight tolerance up to ±0.02mm
- Lifetime mold guranteed