Custom Compression Molding Services
As an industry-leading contract molding provider, Jiangzhi offers high-quality compression molding services, delivering both cost and weight savings for your projects.


01
Material Loading
Raw material, often in the form of pre-measured pellets or sheets, is carefully loaded into an open mold cavity.
02
Mold Closure and Heating
The mold is securely closed, and it's heated to a temperature that softens the material, making it malleable and ready for molding.
03
Compression and Curing
The closed mold is subjected to high pressure, causing the material to flow and fill the mold cavities. Simultaneously, the material undergoes curing or vulcanization, a chemical process that transforms it into a solid and durable product.
04
Cooling
After the material has taken the shape of the mold and undergone curing, the mold is cooled. Cooling solidifies the material, ensuring it maintains the desired shape and properties.
05
Cycling
The process is highly automated and can be repeated in a continuous cycle, producing a large volume of identical parts with high precision and efficiency.
Advantages of Compression Molding
From intricate designs to high-volume production, compression olding stands out with its precision, efficiency, and adaptability.
- Cost-effective for large production runs due to its high prodcution output and reduced material waste.
- Ensures consistent part quality and minimal variation between parts in large batches.
- Well-suited for high-volume prodcution, contributing to faster lead times and efficient manufacturing processes.
- Minimized material waste, contributing to a more sustainable and environmentally friendly manufacturing process.


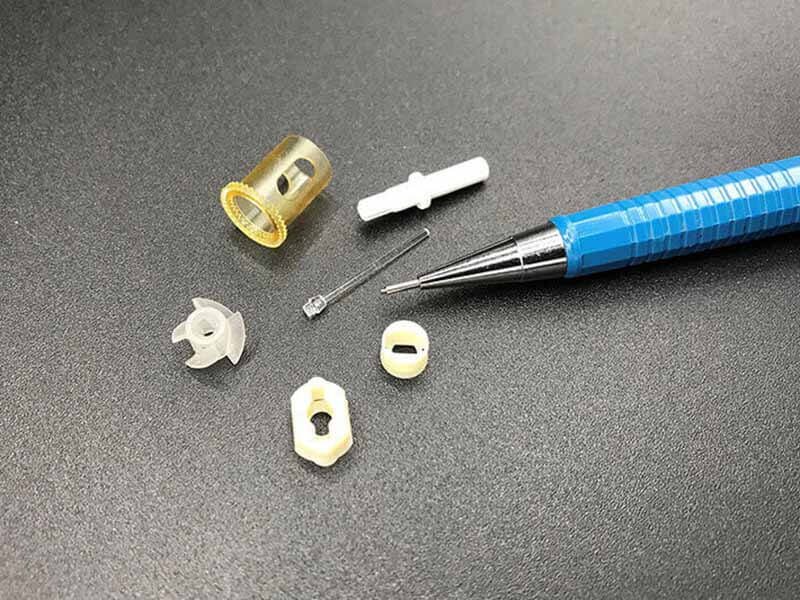
Compression Molding Application
Compression molding produce a wide range of rubber and plastic molding parts across varios industries. Here are some common parts.
- Rubber seals and gaskets
- Plastic insulators for electrical components
- Rubber industrial bushings
- Consumer goods handles
- Plastic enclosures for electronic devices
- Oil seal

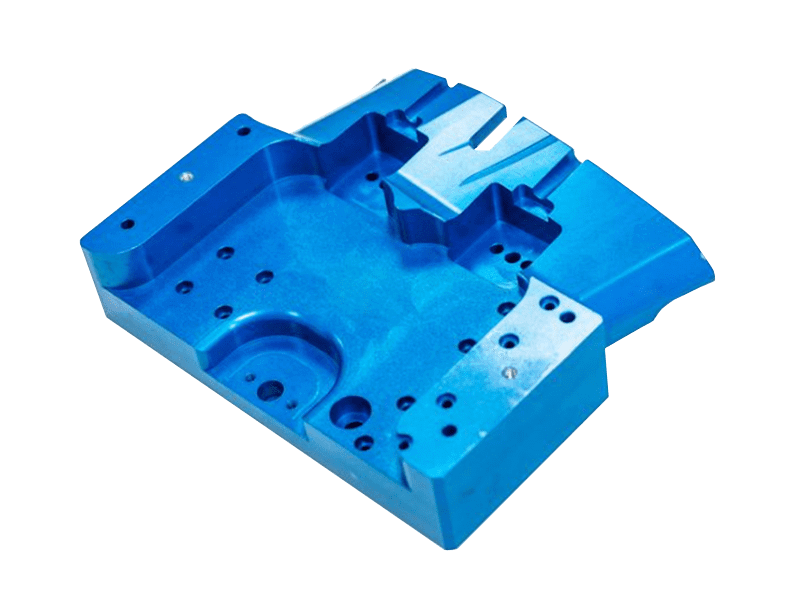
Mold & Tooling Service
In-house mold fabrication service, from tooling desing to production. Life time mold guranteed.
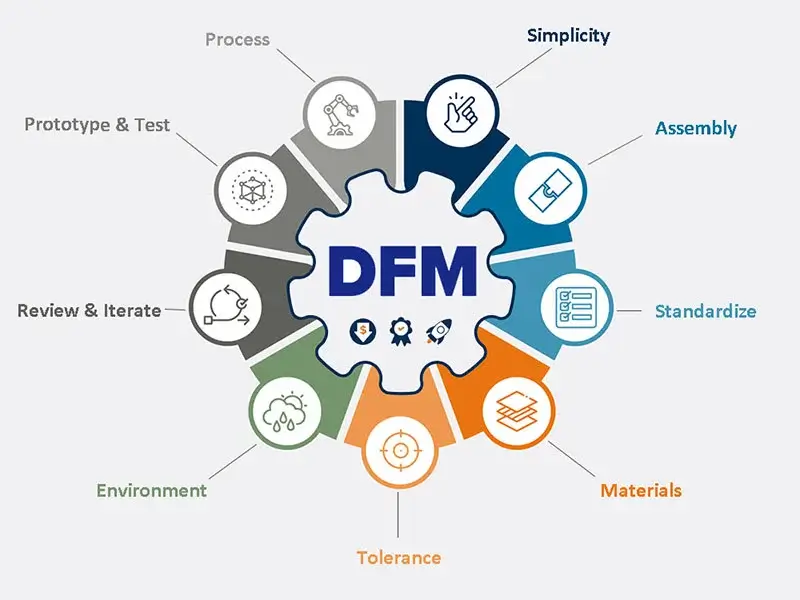
Design for Manufacturability
Quality manufacturing starts with good design. We develop DFM reports to eliminate defects before production begins.

Surface Finishing
From smooth, glossy coating to textured or matte finishes, enhance the appearance and functionality by variours surface finishing.

Assembly Manufacturing
We provide customized assembly services depends on quantity and requirements, we carry out manual, semi-automatic, or fully automated assembly operations.